[fusion_builder_container hundred_percent=”no” equal_height_columns=”no” menu_anchor=”” hide_on_mobile=”small-visibility,medium-visibility,large-visibility” class=”” id=”” background_color=”” background_image=”” background_position=”center center” background_repeat=”no-repeat” fade=”no” background_parallax=”none” parallax_speed=”0.3″ video_mp4=”” video_webm=”” video_ogv=”” video_url=”” video_aspect_ratio=”16:9″ video_loop=”yes” video_mute=”yes” overlay_color=”” video_preview_image=”” border_size=”” border_color=”” border_style=”solid” padding_top=”” padding_bottom=”” padding_left=”” padding_right=””][fusion_builder_row][fusion_builder_column type=”1_1″ layout=”1_1″ background_position=”left top” background_color=”” border_size=”” border_color=”” border_style=”solid” border_position=”all” spacing=”yes” background_image=”” background_repeat=”no-repeat” padding_top=”” padding_right=”” padding_bottom=”” padding_left=”” margin_top=”0px” margin_bottom=”0px” class=”” id=”” animation_type=”” animation_speed=”0.3″ animation_direction=”left” hide_on_mobile=”small-visibility,medium-visibility,large-visibility” center_content=”no” last=”no” min_height=”” hover_type=”none” link=””][fusion_text]
Below is a paper written by Glew Engineering Consultant, Dr. Michael Watts. The original paper can be found at www.impattern.com
Abstract
Today, there are a number of successful commercial applications that utilize roll to roll processing and almost all involve optics; unpatterned film, patterned film, and devices on film. The largest applications today are in holograms, and brightness enhancement film (BEF) for LCD. Solar cells are rapidly growing. These are mostly made in large captive facilities with their own proprietary equipment, materials and pattern generation capability. World wide roll to roll volume is > 100M meters2 year-1, and generates sales of > $5B. The vast majority of the sales are in BEF film by 3M.
Introduction
This review will discuss roll to roll processing as follows;
History
Technology
Applications
History
Roll to roll optics were started as a means to replicate holograms. Some key dates are;
1974 Stephen Benton invented, and Michael Foster developed, a process for mass production of holograms using a thermal embossing technique.
1983 MasterCard International, Inc. became the first to use hologram technology in bankcard security.
1987 American Bank Note Holographics embossed large area holograms onto a plastic roll and transferred them to a 30-inch wide roll of special aluminum foil. These holograms made the front cover of National Geographic.
1992 3M patents issue on films for high brightness displays. These patents are expiring and has lead to an explosion of interest in alternative solutions for a very large market opportunity.
A detailed history can be found at a number of web sites 1.
Technology
The technologies used in roll to roll processing are very similar to wafer processing.
Deposition
Evaporation, sputtering and chemical vapor deposition (CVD) can all be implemented roll to roll. Multilayer sputtering systems are the most common. The entire roll is loaded into the vacuum system (Figure 1a) and it is relatively easy to sputter (Figure 2b) or evaporate different materials without crosstalk2. This is more difficult in CVD where reactive gas barriers are needed within the vacuum system.

a) Very large multilayer sputtering system

a) Very large multilayer sputtering system
Figure 1 Roll to roll multilayer sputtering system as developed at Southwall Inc2
Patterning
Roll to roll patterning requires the creation of an original, and a working copy that can be formed into a roll. Often intermediate sub- masters are used to protect the original, and allow many working copies with limited life to be made. Depending on the geometry, origination techniques include scanning laser and electron beam pattern generation3, analog holography4, interferometry5, and machining6. The working copies are most often nickel shims fabricated by electroless nickel-plating, although plastic working copies are also widely used. Virtually all the roll to roll manufacturers have captive capacity for making working plates.
Patterning of the roll is constrained by the rolling process on a sheet film. Optical lithography is poorly suited to roll processing because of the depth of field requirement for imaging systems.

Figure 2 Schematic of roll to roll patterning techniques7
Gravure and flexographic (offset) printing is the classic technique for rolled materials with a minimum spot size of around 20 um on a non wicking surface7.
Ink jet printers will dispense down to 5 nanograms or a 30 um cube8. On a surface designed for printing there is a roughly 100 um minimum feature size. Both resist and functional materials can be ink jetted.
Screen printing can be used to put down functional materials such as conductors with a 50 um mesh, or a minimum feature size of 150 um9.
Imprint is the technology of choice for fine feature patterning. The surface texture on the working plate is replicated into an imprint material. Thermal imprint has been used for holograms since 1979, mostly for security applications. Originally the holograms were created photographically, today digital holograms are created by multilayer digital pattern generation.
A typical feature size for a hologram is λ/2 and step height of λ/4n, 250 nm and 80nm respectively. These features are easily replicated by thermal imprinting, in which the polymer is heated above it’s Tg, forced into the mold and then cooled to set the pattern. The Chou team at Princeton have reported 6 nm replication with a 10 minute imprint cycle10. As the contact time is reduced, the polymer chains do not relax completely, leading to feature relaxation and loss of edge resolution. The same group have used roll to roll to create 70 nm lines and spaces 70 nm deep (Figure 3), at an imprint speed of 0.01 meters min-1, with a 2 mm contact distance, corresponding to a nominal imprint time of 20 secs11.

Figure 3 AFM images of thermal roll to roll imprint of 70 nm lines and spaces 11
UV imprint is used by many manufacturers as it offers the finest feature resolution at the highest processing speed. This results from the lower viscosity of the imprint material when it is forced into the imprint mold, UV curing then sets the material. Wavefront Technology, Autotype, Reflexite, and HP Labs have all reported utilizing UV cure roll to roll patterning. HP claim to have shown UV cure imprint with < 100 nm resolution at 5 meters per min12 (Figure 4).

Figure 4 UV roll to roll showing 40 nm12
features on 50 um polyimide film

Figure 5 A heat refelcting window from Southwall2
The resolution limit of UV cure imprint is simply the minimum feature size of the master. For example, Molecular Imprints have reported resolution of 1 nm feature butting errors in UV imprint13.
Direct imprint of a functional material that stays with the device is common low cost strategy. For example, conductors can be screen printed or directly imprinted as in RFID tags, or OLED’s. Organic semiconductors have been directly imprinted using solvents as plastizers to assist in deforming the material7.
Pattern Transfer
If pattern transfer is required there are two choices; dry etch of underlying layers, or deposition on top of the patterned surface. The deposition can be a low angle shadowing or deposition into a hole with subsequent lift of the material around the hole (“lift off”).
Inspection
Inspection is a significant issue for optical films where both performance and cosmetic defects are critical. The performance, such as polarization efficiency, can either be measured directly; or indirectly by thin film interference of the thin film multilayer. Video cameras and machine vision analysis are used for cosmetic defects.
Device inspection is rather more challenging because a defect in the mold, will appear in every device and every device may fail. This sort of “repeating defect” has been a challenge in IC manufacturing that has been solved by using a pellicle to protect the mask. In roll to roll, the device inspection strategy can be either “die to die” when there are multiple copies of the device on each master, or die to database. USDC has funded a project to develop pattern defect inspection14.
Economics
The economic challenge is that the low cost of roll to roll manufacturing can only be exploited if the facility is close to fully utilized. In roll to roll processing the challenge is in the limited variety of products that can be run, and the large capacity of any one facility. The variety of products is limited because the sequence of process steps is fixed. This is in contrast to a typical semiconductor fab, where the individual pieces of automated equipment stand alone, and multiple process sequences are supported. The advantage of multiple process sequencies is that a much larger number of products can be manufactured in the facility helping to keep it fully utilized. The other challenge is that the low cost of roll to roll results from the rapid process time, that means that even more product is need to fully utilize the facility. A stepper will process 100 x 300 mm wafers per hour = 0.1 meters2 min-1, and a 1 meter wide web at 10 meters a min = 10 meters2 min-1 or 100x higher throughput. Therefore an application must have very high volumes and /or large areas to utilize a roll to roll fab supporting a single process sequence. Solar cells and display films are two applications where the devices are large area and the potential markets are also very large.
A further complication is that it can be difficult to ramp early stage volumes economically when you need a large dedicated facility.
Applications
Key volume applications for roll to roll manufacturing will now be described
Unpatterned sheet
The two volume applications are IR reflective films, and polarization reflecting film.
Southwall creates a IR reflective film that can form RU -20 rated window (Figure 5, equal to solid insulating wall)2. The challenge is to make it reflective in the IR, but transparent in the visible. The film is a multilayer thin film stack of conductor and dielectric to form a Fabry-Perot interferometer15 .
The other example is a polarizing reflector film, called “ DBEF” by 3M. This film is one component in a LCD display backlight illustrated in Figure 516. A conventional LCD display consists of two crossed absorbing polarizers sandwiching a liquid crystal layer, along with electrical wiring (Figure 6a). A backlight guide directs light from a source to the back of the LCD. The prism film takes light that emerges from the light guide and directs toward the viewer, increasing brightness. The polarizing “recycling” reflecting film is a relatively poor polarizer that reflects one plane of polarization and transmits the other (Figure 6c). The reflected polarization is then scattered to produce unpolarized light. This is then repolarized, to further enhance the brightness. The net enhancement can be as high as 42%
 Figure 6 Brightness Enhancement Films (BEF). a) conventional backlight, b) prism film redirects light towards the viewer, c) polarization reflecting film, reflects one polarization which is then scattered to create unpolarized light which can then be repolarized, increasing brightness.
Figure 6 Brightness Enhancement Films (BEF). a) conventional backlight, b) prism film redirects light towards the viewer, c) polarization reflecting film, reflects one polarization which is then scattered to create unpolarized light which can then be repolarized, increasing brightness.
The polarizing reflecting film (DBEF) consists of a stack of multiple layers of two materials which are coextruded and stretched. One material shows birefringence after stretching, the other does not17. As a result, the film has a multilayer stack with different reflectivity in 2 directions.
Volumes of film are estimated at $1B at $100 a squ meter or 10M squ meters per year.
These two examples of unpatterned films use either a metal / dielectric stack to from a IR reflector, or a birefringent / dielectric stack to form a polarizing reflector. Unpatterned films can also have simple multilayer stacks of dielectrics with different refractive index to form UV reflecting films, or anti-reflecting films.
Patterned sheet
Patterned films are almost all either refractive or diffractive optical elements.
Diffractive elements include; holograms, diffusers, and AR films. Security holograms are probably the most common with OVD Kinegram as one of the original and now leading security hologram supplier. There are a large number of display hologram suppliers, Wavefront make very large holograms up to 1.5 meters wide18.These holograms are phase holograms meaning that height changes of a quarter wave (around 80 nm) in a material with a different refractive index create the interference effects. A typical phase diffraction gratings pattern is shown in Figure 7a19 along with a large area grating is Figure 7b.

a) Crossed grating

b) Large area grating
Figure 7 Examples of phase diffractive optical elements19
In security holograms, the height changes are buried in materials so they cannot be peeled apart and copied.
Moths eye films are supplied by a number of vendors including Autotype as shown in Figure 820.The moths eye works by creating a surface layer with graded refractive index that is antireflecting over a wide range of wavelengths. The limitation of moth’s eye film is abrasion resistance and clean-ability.

Figure 8 Moth’s eye film

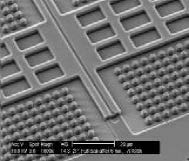
Figure 9 SEM micrograph of 3M prism film
Refractive elements include; – brightness enhancing prism film, and lens films,. Brightness enhancement film was discussed earlier in Figure 5. A SEM micrograph of the prisms is shown in Figure 916. Volumes of film are estimated at $2B at $50 a squ meter or 40M squ meters per year.
Devices
Devices manufactured by roll to roll include – Solar, E-ink, OLED, RFID, printed electronics. The only devices that are in significant volume manufacture are solar cells.
Solar Cells
Solar cells are one of the simplest devices, a large pn diode. Figure 10a shows a commercial solar cell film and layer structure.

a)

b)
Figure 10 Flexible film solar cells a) design and b) comparative efficiency
The top and bottom source and drain conductors sandwich the photoelectric semiconductor. An array of metal conductors, shown in the photograph of the film in Figure 10a, collect electrons from each region of the cell.
The efficiency of the solar cell is directly linked to quality of the semiconductor. The very best solar cells are made in epitaxially grown single crystal silicon (cSi in Figure 10b). The majority of commercial cells are made by a lower cost process that creates “multi-crystalline bulk silicon” or mSi solar cells with lower power generation efficiency.
Growing silicon on a thin film substrates is an example of “hetereoepitaxy” and is a much harder challenge. The growth must be done at temperatures that the substrate can tolerate, and the lack of a lattice match produces crystal defects.
The best understood application of silicon heteroepitaxy is in thin film transistors on glass for LCD backplanes. LCD’s use a substrate of borosilicate glass with a melting temperature of 821 C, to allow activation of amorphous silicon and the creation of reliable transistors. Several vendors have developed roll to roll solar cell on stainless steel film substrates with a melting point >1300C. Even so the efficiency of amorphous cell is only 2/3 of a commercial multi-crystalline cell (Figure10b). Amorphous silicon on polyimide sheet must be processed below 400C, and has poorer efficiency. The lower efficiency means that a larger area of cells are required for each watt of power generation. This offsets some of the lower cost advantage. Applied Materials appear to have made a very large commitment to the potential of glass and roll to roll thin film solar cells.
There is also a lot of interest in alternative semiconductors including complex II/VI alloys such as
Cadmium Indium Gallium diSelenide (CIGS), and organic semiconductors.
Photovoltaic solar sales are $6B a year, but only a very small fraction is roll to roll solar. At $5 a watt and 200 watts per squ meter this is equivalent to a potential volume of 6M square meters a year.
Leading companies in roll to roll solar, include Power Film ex – Iowa Thin Film Technologies, and United Solar who have built a 28 MW capacity plant25. Ascent Solar Technologies, Inc. are a new player. Equipment suppliers include Applied Materials, General Vacuum Equipment, United Kingdom; Stangl Semiconductor Equipment AG, Germany; Hiranokohnon, Japan, and ITN Energy Systems, Inc., USA. There is a directory numerous companies working in the flexible solar space on the web.
E ink – roll to roll display
Low cost roll to roll manufacture of displays has been a long term goal. E-ink is a technology for displays that appears to be taking off. Several companies have announced e- books with e-ink displays. E ink is a simple device illustrated in Figure 11.

a)

b)
Figure 11 E-ink28 a) Sheet of microcapsules filled with pigment b) E-book using E-ink displays
Each pixel is formed by a microcapsule filled with pigment. The pigment is moved to the surface by electrostatic charge. The great advantage is the display is that is bi-stable and requires no power to hold the pigment in place.
There are several commercial implementations, the SiPix device29 uses cups rather than microcapsules. Polymer Vision use an organic semiconductor TFT behind the e-ink30. As in LCD’s, the TFT allows larger pixel count displays and gray scale images.
Organic Light Emitting Diodes (OLED)
OLED’s have started to appear in specialist niche applications such as the external monochrome displays in cell phones where power consumption is critical.
Larger displays have been demonstrated, for example Universal Display Corp. has shown off a full-color
OLED screen that’s extremely thin and, more importantly, flexible31.The prototype’s screen measures 100 mm diagonal, and is only 0.1 mm thick .The low pixel count displays use multiplexed drive, where the an array of rows and columns are used to address a pn junction in the emitting semiconductor (Figure 13a).
 a)
a)
 b)
b)
Figure 12 a) Multiplexed and b) Active matrix addressed dislays
Higher resolution full color grey scale displays (Figure 13) use an active matrix of transistors at the intersection of every row and column in an “active matrix display” Figure 12b.

Figure 13 Example of a full color OLED display from Sony
A study found that the tooling cost of setting an active-matrix flexible organic light-emitting diode (OLED) substrate line amounted to roughly $2000 per square meter. The cost of tooling a passive-matrix polymer light-emitting diode (PLED) line is far less, at $500 per square meter.
Printed electronics
Examples of printed electronics include RFID’s, TFT backplanes for displays, and general purpose
devices. RFID’s are a good example of a simple device with a large aerial that can be fabricated at the same time as the drive electronics in a roll to roll process. PolyIC has unveiled two organic “chips” manufactured in an industrial roll-to-roll printing process (Figure 14).

Figure 14 Printed RFID’s that are large area devices that include both ariel and logic
One incorporates an RFID chip dubbed PolyID; it is equipped with an integrated 4-bit memory. The other one, PolyLogo, is a display device that is activated when it enters an RF field. The transistors the chips are consisting of have printed feature sizes smaller than 20 microns33.
There have been pioneering efforts by Polymer Vision, Plastic Logic, and HP in creating TFT backplanes. The HP team have described how they have had to build all the equipment everything themselves, which slows down the development cycle32. In addition, innovative process that simplify the equipment requirements are highly desirable. Layer to layer alignment is very challenging in roll to roll because the flexible substrate is easily distorted. HP has developed a self-aligned imprint lithography (SAIL) process, illustrated in Figure 1512.

a) Classic 3 layer process

b) Single 3 layer imprint
c) SEM of 3 layer imprint
Figure 15 Self Aligned Imprint Process
A classic 3 layer transistor with source, drain and gate regions is shown in Figure 15a). A single 3 layer imprint for a device is shown in Figure 15b, and an SEM of the imprint in Figure 15c.
A unique sequence of etching of the underling layers with varying undercut, then etching away the resist step is used to create 3 different patterned layers. SAIL solves the alignment problem but creates a need for a unique combination of etch stops, and end point detection technology.
Particle management and inspection are other open issues for a complete manufacturing process.
Conclusion
Roll to roll processing is a multi billion dollar industry that is uniquely suited to manufacturing very large area devices. Display components are the most common application although device applications are starting to appear.
The quality of the semiconducting material will control the speed of development of commercial device applications.
Manufacturing costs for a single layer are $20-30 per meter2 compared to $150 for a semiconductor process. Costs for multilayer devices are $300 per meter2 for a 5-6 layer device compared to $150 for semiconductors. The higher cost for multilayer devices reflects the immaturity of roll to roll processing. As a result, roll to roll processing dominates in the creation of single layer products and very large multilayer devices.
1 History of Holography at en.wikipedia.org/wiki/BanknoteSource & www.holophile.com/history.htm
2 Southwall Inc. at www.southwall.com
3 Commercial mask houses such as Dai Nippon Screen, Toppan or smaller imprint focused operation such as NILT.
4 Commercial vendors include Kurtz and Holotools. Many of the merchant roll to roll suppliers, such as Wavefront Technologies, have captive hologram origination.
5 Plymouth Gratings at www.plymouthgrating.com and Ref 4.
6 Moore Tools Inc at www.mooretool.com
7 T. Mäkelä et.al. “ A NOVEL IMPRINTING TOOL FOR ROLL TO ROLL MANUFACTURING
OF SUBMICRON STRUCTURES at www.ee.tut.fi/fys/fp2006/proceedings/docs/Oral06-11.pdf
8 See www.inkjetprinter.com
9 See www.crystec.com/joyprie.htm
10 M. D. Austin, W. Zhang, H. X. Ge, D. Wasserman, S. A. Lyon, and S. Y. Chou, “6 nm half-pitch lines and 0.04 mu m(2) static random access memory patterns by nanoimprint lithography,” Nanotechnology, 16, 1058, (2005)
11 H Tan et. al. “Roller nanoimprint lithography” J. Vac. Sci. Technol. B 16.6., 1998, 3926
12 www.rle.mit.edu/cips/5_03_06.Taussig2.pdf
13 M. Miller et. al. “Fabrication of Nanometer Sized Features on Non-Flat Substrates Using a Nano-Imprint Lithography Process “, SPIE Microlithography 2005, Proceedings Vol. 5751 Emerging Lithographic Technologies IX, pp.994-1002
14 www.eetimes.com/news/design/showArticle.jhtml?articleID=174401743
15 USP 5,071,206 .
16 3M web site at www.mmm.com
17 USP 7038745
18 www.wavefronttechnology.com
19 Personal communication C. Rich Wavefront Technologies Inc.
20 Z. Gou, K. Parsons, V. Boerner; A Multifunctional Single Layer Anti-Reflection/Anti-Glare Film, SID 2006
21 Powerfilm web site at http://www.powerfilmsolar.com/
22 Solar film efficiencies at www.nre.gov/ncpv/thin_film/docs/kaz_best_research_cells.ppt
23 Applied Materials at www.amat.com
24 M.E. Beck1, I.L. Repins, J.S. Britt “Process Tolerances in Roll-to-Roll Manufacturing of CIGS-Based Photovoltaics on
Flexible Substrates” http://www.nrel.gov/pv/thin_film/docs/gsesolarreview2005.pdf
25 http://www.ovonic.com/eb_so_thin_film_pv_technology_2.cfm.
26 www.allbusiness.com/services/business-services/3998958-1.html
27 http://www.peswiki.com/index.php/Directory:Thin_Film_Solar
28 E-ink at www.eink.com
29 Sci Pix at www.sipix.com/technology/epaper.html
30 Polymer Vision at www.polymervision.com/index.html
31 http://dvice.com/archives/2006/02/new_oled_prototype_is_a_rollup.php
32www.smalltimes.com/display_article/292547/109/ARTCL/none/Tech/Manufacturing_progress_key_to_flexible_electronics%E2%80%99_success/
33 PolyIC at www.polyic.com
[/fusion_text][/fusion_builder_column][/fusion_builder_row][/fusion_builder_container]